TS ブログ~東海精機の声~
2018.11.07
JIMTOF2018について

JIMTOF2018にいってきた方に感想をいただきましたので投稿します。
機械設計・製図部門所属 男性
先日JIMTOF2018に行ってきました。行ってみて受けた印象ですが、 どの会社も 無人化、IOT、AI に力を入れており、 今まで人間が行っていた作業も 機械やロボットが行う様になるという事を目の当たりにして、 技術の発展や進歩を感じることが出来ました。
機械設計・製図部門所属 男性
先日、東京ビックサイトにて開催された、日本工作機械見本市(JIMTOF)へ見学に行かせていただきました。
今年もモノのインターネット(IoT)や人工知能(AI)、金属積層造形(AM)技術など、今後のものづくりを変えていくであろう技術が目白押しです。
参加各社も、趣向を凝らした展示や企画で、自社の製品や技術をアピールしており、大変活気がありました。
私個人といたしましては、工作機械の現物が実際に稼動しているのを見ることが出来る絶好の機会となりました。
国内外の企業の最新工作機械をじっくり観察することが出来て、大変勉強になりました。
また、中には私が設計のお手伝いをさせていただいた機種もあり、それが実際に動いているのを見ることも出来ました。
製品の性質上、街中で最終製品を目にするなどということは殆どありえませんので、このような機会は励みになります。
今後も、世界で活躍する立派な工作機械を造っていく一端を担う事が出来るように、より頑張らなければいけないと、改めて感じました。
2018.11.01
JIMTOF2018
本日11/1~11/6まで、東京ビックサイトにて、JIMTOF2018 第29回 日本国際工作機械見本市が開催されます。
弊社では、土日の休日を利用して見学に行かれる方がいるようですので、近日中に感想など投稿したいと思います。
開催概要は下記リンクです。
http://jimtof.org/jp/outline.html
2018.09.15
二つ折製本(黒レザック金文字)
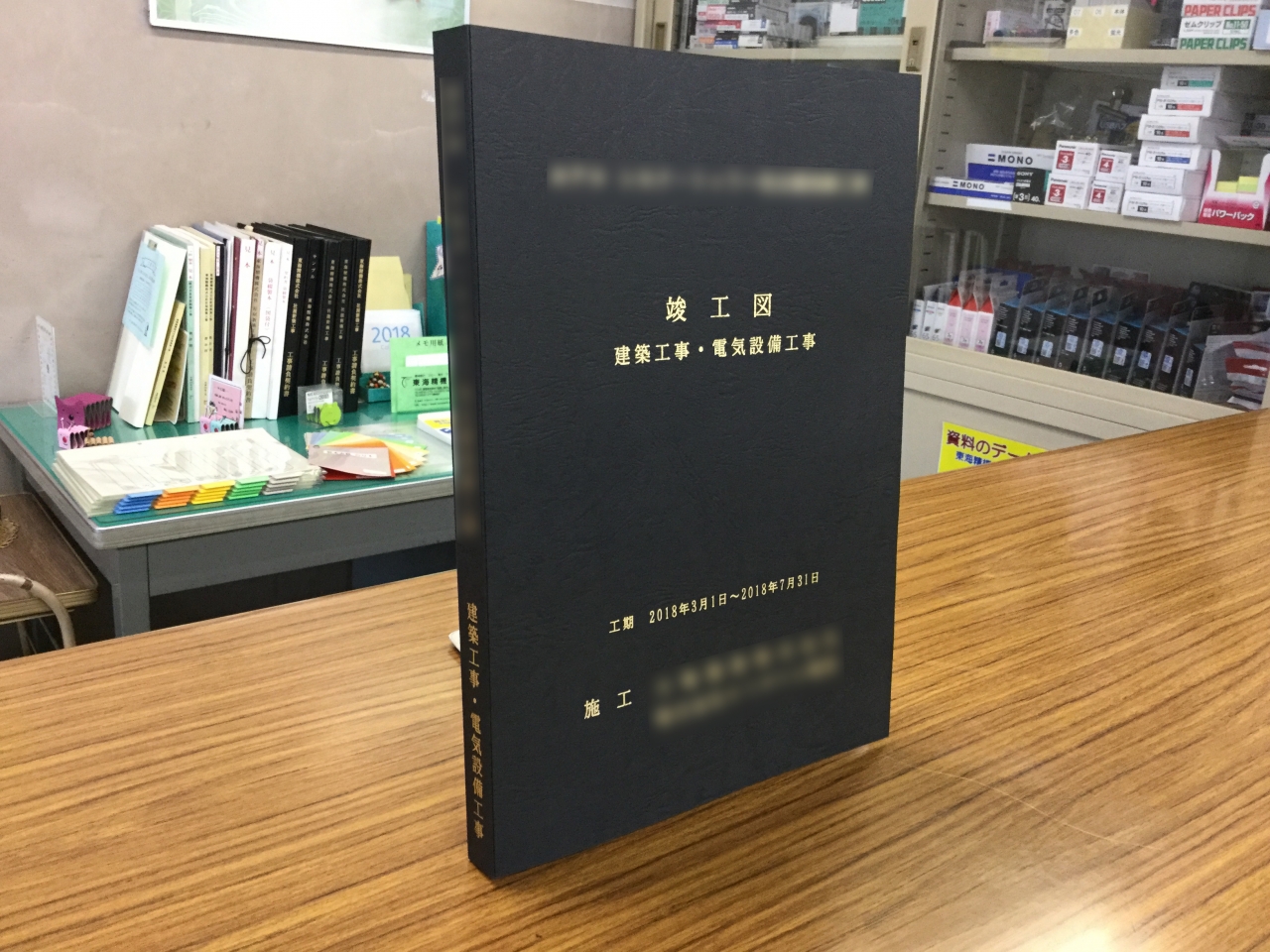
先日、お客様からのご要望で黒レザック金文字表紙の二つ折製本を作成しました。
二つ折製本の表紙で使用するレザックには色が何種類かありますが、黒もご用意しています。
黒レザックを使用する際には、文字は写真のような金や、銀、白などの箔押しでの対応となります。